
Research & Manufacturing Ability
Combining academic excellence with advanced manufacturing capabilities
Cooperative Laboratory
Strategic partnerships with leading universities drive our innovation forward

Southwest Jiaotong University
Joint research on advanced conveyor belt technologies and material handling systems
Research Focus:
- Belt Conveyor Dynamics
- Material Flow Analysis
- System Optimization

Sichuan University
Collaborative development of eco-friendly bulk material handling solutions
Research Focus:
- Environmental Engineering
- Dust Control Technology
- Energy Efficiency

Dalian University of Technology
Partnership in intelligent control systems and automation technologies
Research Focus:
- Automation Systems
- IoT Integration
- Remote Monitoring
Scientific Research Team
Excellence in Engineering Innovation
Our research team consists of over 60 experienced engineers and researchers, including 15 senior engineers and 3 Ph.D. holders. The team specializes in mechanical design, automation control, material science, and environmental engineering.
Research Staff
Senior Engineers
Ph.D. Holders
Patents
Core Competencies:
- Advanced conveyor system design and optimization
- Environmental protection technology development
- Intelligent control system integration
- Material handling efficiency improvement

Manufacturing Devices
State-of-the-art equipment ensuring precision and quality in every product

CNC Machining Centers
High-precision 5-axis CNC machines for complex component manufacturing
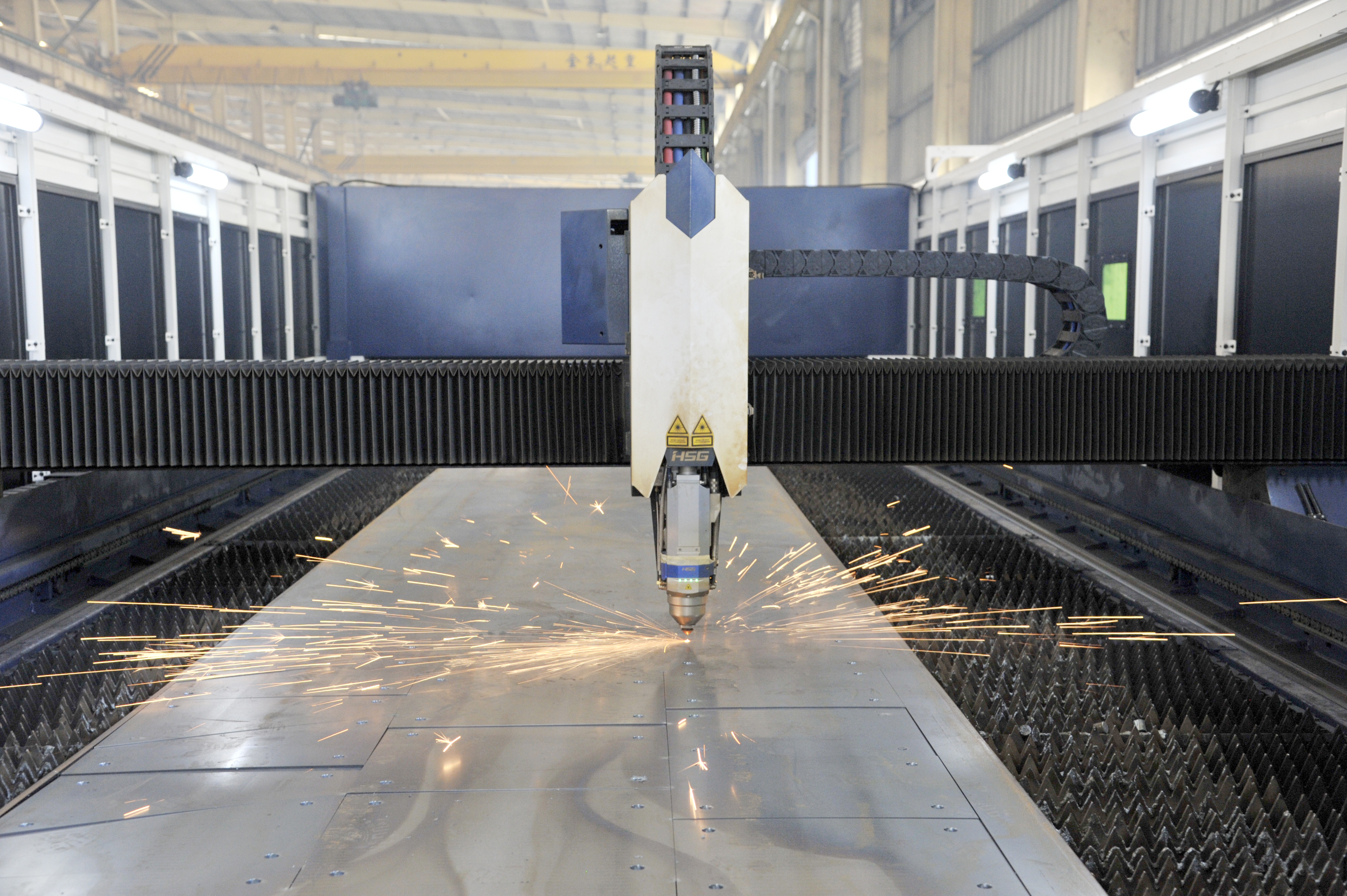
Laser Cutting Systems
Advanced fiber laser cutting technology for precise metal fabrication

Welding Robots
Automated welding systems ensuring consistent quality and efficiency

Plating Production Line
Eco-friendly Coating and Plating Production Line

Testing Equipment
Comprehensive testing facilities for performance validation

Annealing facility
Large-capacity cranes and handling equipment for heavy components
Quality Assurance
Internationally recognized certifications ensuring the highest quality standards
ISO 9001:2004
Quality Management System Certification
ISO 14001:2006
Environmental Management System Certification
ISO 45001:2008
Occupational Health and Safety Management System
CE Certification
European Conformity for Machinery Safety
Commitment to Excellence
Our quality management system ensures that every product meets or exceeds international standards. From raw material selection to final testing, we maintain strict quality control at every stage of the manufacturing process.
- 100% inspection of critical components
- Regular third-party audits and assessments
- Continuous improvement programs
- Comprehensive documentation and traceability

Partner with Excellence
Experience the difference that advanced research and manufacturing capabilities make